
İngilizce baş harflerinden oluşan SPC Türkçe “İstatistiksel Proses Kontrolü” anlamına gelmektedir. Sektörde yaygın olarak kullanılan SPC proseslerde ki değişikliği ölçülmesi ve araştırılması için istatistiksel tekniklerin uygulaması yöntemidir. Kalite kontrolünün ürün yerine üretim sürecini kontrol etmek amacıyla oluşturulmuştur. Süreç kontrol altına alınabilirse ürün özellikleri de kontrol altına alınabilir.
TEMEL SPC TEKNİKLERİ
Histogram: Verilerdeki değişikliklerin ve yoğunluklarını göstermek için kullanılır. Veri gruplarının çubuk şekil şeklinde gösterildiği şekil histogramın en yaygın kullanımı şeklidir. Çan eğrisi olarak da bilinmektedir.
Çeteleme: Problem tanımlama kullanılan yaygın araçlardan biridir. Verilerin toplanması kaydedilmesi ve analiz edilmesini sağlar. Toplanan veriler farklı puantaj ve sembollerle verinin kaydedilmesini sağlamaktadır. Çoğunlukla çeteleler arızanın tanımı ve konumunun tespit edilmesinde kullanılmaktadır.
Sınıflandırma: Kategorilere ve özelliklere göre bilgilerin gruplandırılmasıdır.
Pareto Analizi: Çoğunlukla 80-20 kuralı olarak bilinen Pareto Analizi problemlerin %80’nin sebebi, ögelerin %20’sinden kaynaklanır. Örnek verecek olacaksak şirketlerin %20 sorunların %80’nine neden olmaktadır.
Serpilme Diyagramları: Değişkenler arası değişikleri göstermek, değişikler arası korelasyon olup olmadığına karar vermek ve aralarında neden-sonuç ilişkisini gösterilmesi için kullanılan bir diyagram çeşididir.
Neden-Sonuç Diyagramı: Ishikawa (Balık Kılçığı) olarak da bilinen neden-sonuç diyagramları problemlerin kök sebepleri arasındaki karşılıklı ilişkiler düzenlemek ve göstermektedir.
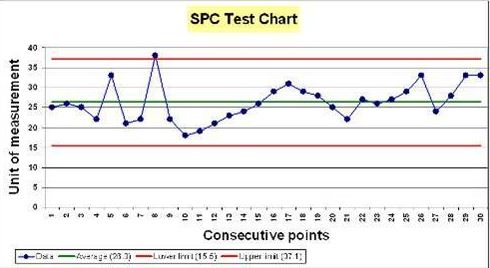
Kontrol Grafikleri: Süreç kontrol durumunun açıklanmasını sağlayan grafik türüdür. Niceliksel ve niteliksel kontrol grafikleri olmak üzere iki ayrılır. Niteliksel veriler sayılabilir, niceliksel veriler ise değişkendir ve sürekli bir ölçekte ölçülür.
SPC GRAFİK ÇEŞİTLERİ
- P Grafiği: Hatalı ürün oranı takibinde kullanılmaktadır.Binom dağılımı gösteren verilerde kullanılır.
- U Grafiği: Üründeki hata sayısını kaydedilmesi için kullanılmaktadır. Poisson dağılımı gösteren verilerde kullanılır.
- I-MR Grafiği: Prosesten alına örnek sayısı 1 olduğu zamanlarda kullanılır. Normal dağılım gösteren verilerde kullanılır.
- Xbar-R: Prosesten alına örnek sayısı 2-9 olduğu zamanlarda kullanılır. Normal dağılım gösteren verilerde kullanılır.
- Xbar-S: Prosesten alına örnek sayısı 10 ve üzeri olduğu zamanlarda kullanılır. Normal dağılım gösteren verilerde kullanılır.
PROSES YETERLİLİK ANALİZİ
İstatistiksel Proses Kontrolünün en önemli adımıdır. Prosesin o anda mı değiştiğini ya da zaman içerisinde mi değişime uğradığını anlamımızı sağlamaktadır. Diğer bir deyişle verilen limitlere göre proses yeterlilikleri ölçülmesidir. CP ve CPK ölçümlenmesi proses yeterliliğinin tespit edilmesinde iki temel yöntemlerdendir.
Cp (Prosesin Potansiyel Yeterliliği): Proses yeterliliğinin ölçülmesini sağlar ve değişkenliğin çok olup olmadığına bakılmaktadır.
- Cp<1 veya Cp=1 ise prosesin yetersiz olduğunu gösterir.
- Cp değeri 1 ile 1.33 eşit aralığında ise proses yeterliliği kabul edilebilir. Proses kontrol altında devam ettirilmelidir.
- Cp>1.33 veya Cp=1.33 ise proses yeterliliği iyi olduğu anlamına gelir.
CPK (Prosesin Performansı):
- Cpk>1.33 veya Cpk =1.33 ise prosesin müşteri beklentisini karşıladığı anlamına gelmektedir.
- Cpk değeri 1 ile 1.33 eşit aralığında ise proses yeterliliği kabul edilebilirdir.
- Cpk<1 veya Cpk=1 ise prosesin yetersiz olduğunu gösterir.
Sonuç olarak İstatistiksel Proses Kontrolü problemlerin yerinde ve zamanında tespit edip hızlı önlem alınmasını sağlanmaktadır. Süreç kontrol altına alındığında kayıpların azalmasıyla birlikte maliyetlerde azalacak, verimlilik artacaktır.
Mühendislik kategorisindeki diğer makaleleri de okumanızı tavsiye ederiz!


