
SMED Nedir?
Tüketicinin taleplerine hızlı bir şekilde cevap verebilmek hedefi ve ekonomide yaşanan değişimler stok tutmadan üretim yapmayı gerekli kılmaktadır. Küçük miktarlarda üretim yapmak ise hazırlık süresinin meydana getirdiği kayıpları doğurmaktadır. Bu duruma çözüm olarak birçok firmanın uyguladığı ve büyük başarı elde ettiği bir tekniklerden biri de SMED tekniğidir. Bu teknik ilk kez 1950 yılında Shigeo Shingo tarafından Mazda için yaptığı bir iyileştirme çalışması sırasında geliştirilmiştir.
Poka-Yoke konulu yazımızda bahsettiğimiz Toyota Üretim Sistemi uygulamalarının bilinen önemli isimlerinden biri olan Shigeo Shingo tarafından geliştirilen bir diğer teknik olan SMED; tezgahların hazırlık sürelerinin sadece rakamlardan oluşmasını yani tek haneden oluşan sayılar olmasını hedefleyen yalın üretim tekniğidir. Hatta Shigeo Shingo’ya göre yalın üretimin en önemli tekniğidir. Adını ingilizce karşılığının “Single Minute Exchange of Die” baş harflerinden almaktadır.
Hazırlık süreleri (set-up time); bir tezgahta üretilen iki farklı ürün için; bir üründen diğer ürüne geçişte arada geçen hazırlık için harcanan zamanı ifade etmektedir. Kalıpların değiştirilmesi ve ayarlanması için geçen süre, istenilen ölçü ve kaliteye uygun yeni ürün çıkıncaya kadar geçen süre, kontrol için geçen süre, kullanılan malzeme ve aparatların taşınması için geçen süre; hazırlık süresine(set-up) örnek olarak verilebilir.
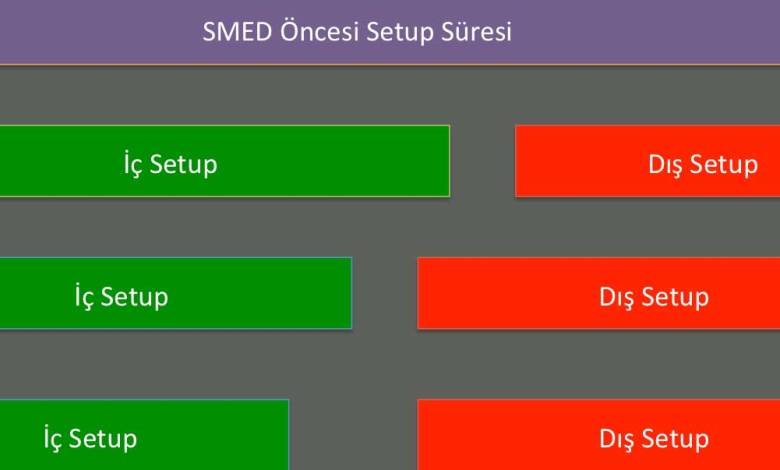
İki tür set-up süresi vardır. Bunlar:
- İç Set Up: Makine çalışmadığında üretim durduğunda yapılan işlemler.
- Dış Set Up: Üretim devam ediyorken yapılan işlemler.
Hazırlık için harcanan bu süreler özellikle az miktarda üretim gerçekleştiğinde büyük problem oluşturmaktadır. Bu sebeple işletmeler stok yapmaya eğilim gösterirler. Shigeo Shingo “Stoksuz Üretim” hedefi ile bu yöntemi geliştirmiştir. Yüzlerce şirkette hazırlık sürelerinin birkaç dakikaya hatta bir dakikanın altına kadar azalmasına olanak sağlamıştır.

SMED Yönteminin Uygulanması ve Adımları
1.Gerçekleştirilen faaliyetlerin iç set up veya dış set up olarak ayrımlarının yapılmasıdır.
2. En önemli adım olan 2. adım; iç set upların dış set up haline getirilmesidir. Yani iç set upların da dış set uplar gibi makine çalışıyorken yapılabilmesi amaçlanır.
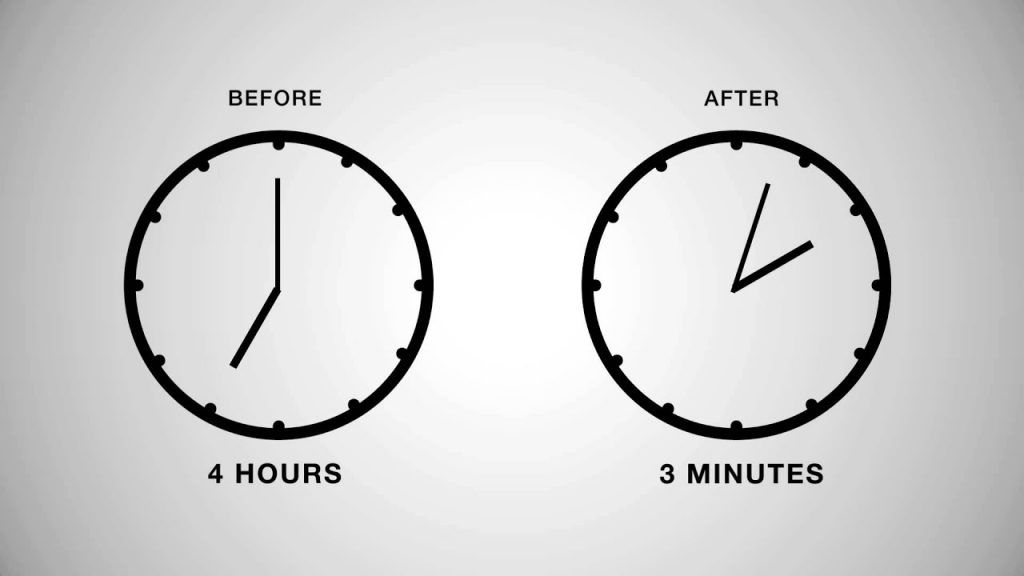
3. Son adım olan bu adım iç ve dış set up sürelerinin kısaltılması adımıdır. Bu adımda standart oluşturmak önemlidir. Aynı hatta çalışan 2 operatörün işi aynı sürede gerçekleştirmesi hedeflenir. Resimde SMED öncesi ve SMED sonrası Set Up Süresinin değişimini görebilirsiniz.
SMED tekniğinin başarı ile uygulanabilmesi için adımlar beyin fırtınası, balık kılçığı, 5 neden analizi gibi yöntemlerden destek alınarak yapılmalıdır. Ekip çalışması birçok teknikte olduğu gibi bu teknikte de önemlidir. SMED tekniği doğru uygulandığında başta verimlilik olmak üzere birçok fayda meydana gelecektir.
SMED Yönteminin Faydaları
- Üretkenlikte Artış: Birim zamanda üretilen ürün sayısında artış, etkin çalışma süresinin artması gibi sonuçlar doğurur.
- Ürün Kalitesinde Artış: Makinelerin ayarlanmaları sürecinde oluşan hatalı ürünlerin azalması.
- Stok Maliyetlerinin Azalması: Az miktarda üretimi mümkün kıldığı için ve ürün depolamaya gerek kalmadığı için stok tutmanın yarattığı maliyetlerin azalması.
- Esneklik: Az miktarda üretim mümkün olduğu için farklı ürünlere geçişin kolaylaşması.
- Müşteri Memnuniyetinin Artması: Talepleri hızlı karşılanan müşterinin memnuniyetinin artması.
- İş Kazalarının Azalması: Hazırlık sürecinin kolaylaşması ve kısalması ile birlikte bu süreçte meydana gelen kaza ve yaralanmaların azalması.
Formula 1- Pit Stop örneği SMED için günlük hayattan verilebilecek en güzel örneklerden birisidir. Yarışın en kritik noktalarından biri olan Pit Stop noktalarında bir saniyenin bile büyük önemi vardır. Yapılan iyileştirmeler ile burada harcanan süre yıllar geçtikçe büyük oranda azalmıştır. Bununla ilgili bir videoyu buraya tıklayarak izleyebilirsiniz.
Mühendislik kategorisindeki diğer içerikleri de okumanızı tavsiye ederiz!


